COULEE DU BRONZE
Les sculptures en bronze ne peuvent s'obtenir que par coulée du bronze en fusion à 1080°dans une potée faite de plâtre rendu réfractaire par une cuisson dans un four à décirer ou par la technique du moule céramique ou de la fonte au sable dans des chassis.
Ce qui est important dans les sculptures en bronze et qui leur donne leur valeur : elles doivent porter les inscriptions suivantes, être inscriptes dans le fichier de l'artiste et sur le certificat d'authenticité remis à l'acheteur :
- La qualité du bronze (titré ou non titré),
- La signature de l'artiste,
- La signature de la fonderie,
- L'année de leur fabrication,
- Leur numéro d'ordre : soit 1 exemplaire unique, soit 12 exemplaires maxi (8 sculptures numérotées de 1 à 8 et 4 épreuves d'artistes numérotées de I à IV).
- Les sculptures de Bruno FINET sont, en plus, numérotées avec dix caractères aléatoires. Ce numéro, propre à chaque sculpture, est enregistré dans le fichier de l'artiste et garantit de son authenticité.
Quelques informations sur les différentes étapes de la technique de la potée plâtre traditionnelle qui demande beaucoup de travail et de temps. Il existe aussi la technique du moule carapace céramique, celle au sable dans des chassis...
- Le modèle en cire est obtenu soit par un travail de modelage ou de sculpture directe d'une cire, soit par la reproduction en cire d'un modèle de quelconque matière obtenue par moulage.
- Il est ensuite 'appréhendé', analysé pour comprendre les chemins que le bronze en fusion devrait prendre pour remplir le vide laissé dans le moule de potée par la cire qui a fondue. Le bronze liquide est feignant, n'aime pas remonter, passe partout, refroidit vite.
- Il est 'équipé' c'est à dire pourvu d'un cône de remplissage, de ses alimentations permettant au bronze en fusion de remplir le moule de potée, de ses évents servant d'échappatoire à l'air lors de la coulée et d'une manivelle au pied du modèle en cire pour évacuer les crasses et les impuretés du début de coulée..
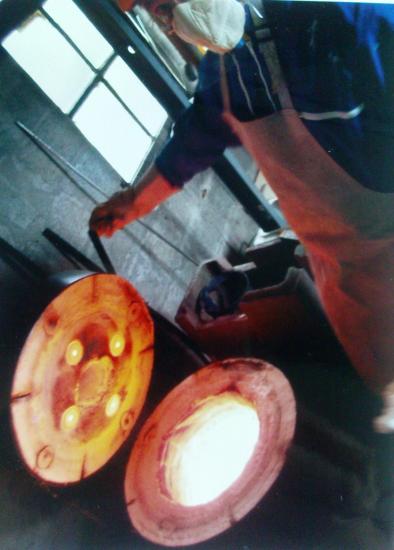
- Puis il est recouvert d'une potée de plâtre multicouches, permettant aussi le dégazage lors de la coulée, qui est placée, entonnoir vers le bas, dans le four à décirer pour évacuer la cire et rendre le moule réfractaire.
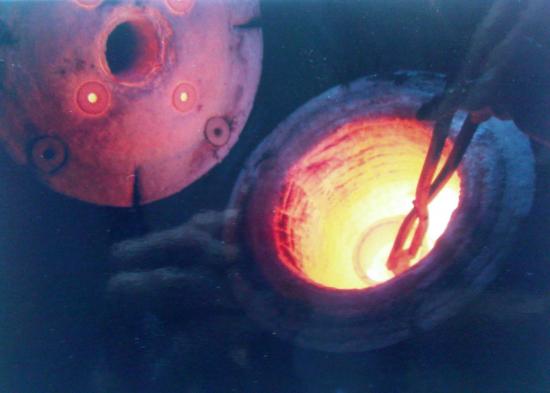
- Pendant que le four de fusion amène le bronze à son état liquide, passant de la couleur rouge cerise au jaune très clair, le moule de potée encore chaud est placé, entonnoir vers le haut, dans un réceptacle de sable. La silice, fondant vers 1700°, maintient la chaleur et sert de barrière en cas de fissures ou d'éclatement du moule de potée durant la coulée.
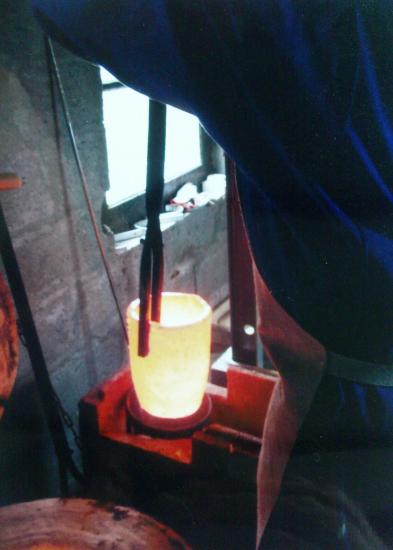
- A 1080°, le creuset, rempli du bronze en fusion, est sorti du four de fusion et la coulée se fait dans le moule de potée. Compter environ 10% de perte due à la mise en température et aux dépots.
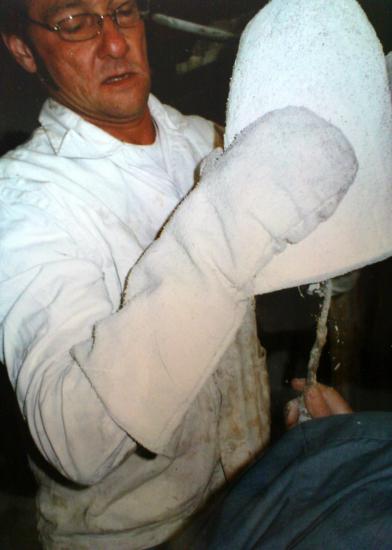
- Environ 1h après, le moule de potée encore très chaud est cassé et laisse apparaître la sculpture en bronze brute de fonderie. Si elle a trop de défauts, elle retourne dans le creuset.
- Viennent ensuite les opérations de réparure, ciselure, patine et cirage.
- Après beaucoup d'efforts, de patience et de temps (d'où le prix de vente important d'une sculpture en bronze de bonne qualité, même petite), la sculpture en bronze est enfin terminée et peut-être admirée.
PLAISIR !!!














Coulée tout seul :